-

- At the Rüsselsheim plant, each Insignia must pass final inspection with best marks for quality.
5 Stars
Euro NCAP awards the new Opel Insignia the maximum five stars for safety.
The Insignia has won
23 of 40
comparison tests carried out by automotive magazines across Europe.
Endless rows of figures scroll across the monitor screens in Material and Production Management at the main Rüsselsheim production facility. Each of these figures represents a single customer order. It has not even been a full year since production on the second generation of the Insignia began, and 100,000 orders for this model have already been placed so far. Management employees know at all times which stage of production a vehicle for a given customer is currently in. The completed vehicles leave the assembly line in the order in which the orders are planned; it takes approximately one day to complete each car.
Tremendous planning, down to the most minute detail, is required so that the 3,600 employees at the main production facility can produce around 700 premium-quality flagship models each day. Gigantic presses are used at the start of production to form hundreds of individual parts, which over 1,200 robots then weld into each chassis, following fixed choreography. After the most demanding stage – painting, which takes 11 hours – the vehicles proceed to final assembly and finishing, where large numbers of trained employees bring the interior of each chassis to life. From sunroofs for sedans, to a Navi 900 IntelliLink for the station wagon version, to the exclusive rim for the Country Tourer, each of the 7,500+ installation components is made available to the workers here for installation. Moreover, the employees receive the right parts precisely when the corresponding custom-configured vehicle for a given customer – such as Meyer, González, or Kowalski, to name a few recent examples – arrives.

Image caption: Information about ongoing production is pooled at the ‘Nerve Center’.
Expertise from Kaiserslautern
50 of these installation components, such as the dashboard beam (a highly complex component for which 40 individual parts need to be produced and welded together) come from employees based in Kaiserslautern, Germany. Also ‘Made in Kaiserslautern’: the ultralightweight aluminum hood that adorns every single flagship model.
The Insignia is a hit with the media as well as with customers. The Opel flagship model has received coveted prizes from renowned publications, including the ‘2017 Golden Steering Wheel’ from Poland’s Auto Świat (pictured to the right) as well as Slovenia’s Auto Bild. On top of this, it was named ‘Best Car 2017’ by the Polish publication Fleet Cars & Vans, Fleet Auto Premium and ‘Fleet News of the Year’ by the Czech publication FLEET Magazine. The Opel Insignia has also been holding its own against steep competition in various comparisons made by European car magazines.

The way from a steel coil to the completed Insignia
1 It‘s all in the shape
It is a long way from a steel coil to the completed car: Production at the Rüsselsheim plant begins in the press shop with steel coils. Eight press lines shape the sheet and create the individual components of the chassis, including the doors with their characteristic style. A pressing tool can weigh up to 48 metric tons.
-

- Production at the Rüsselsheim plant begins in the press shop with steel coils.
-
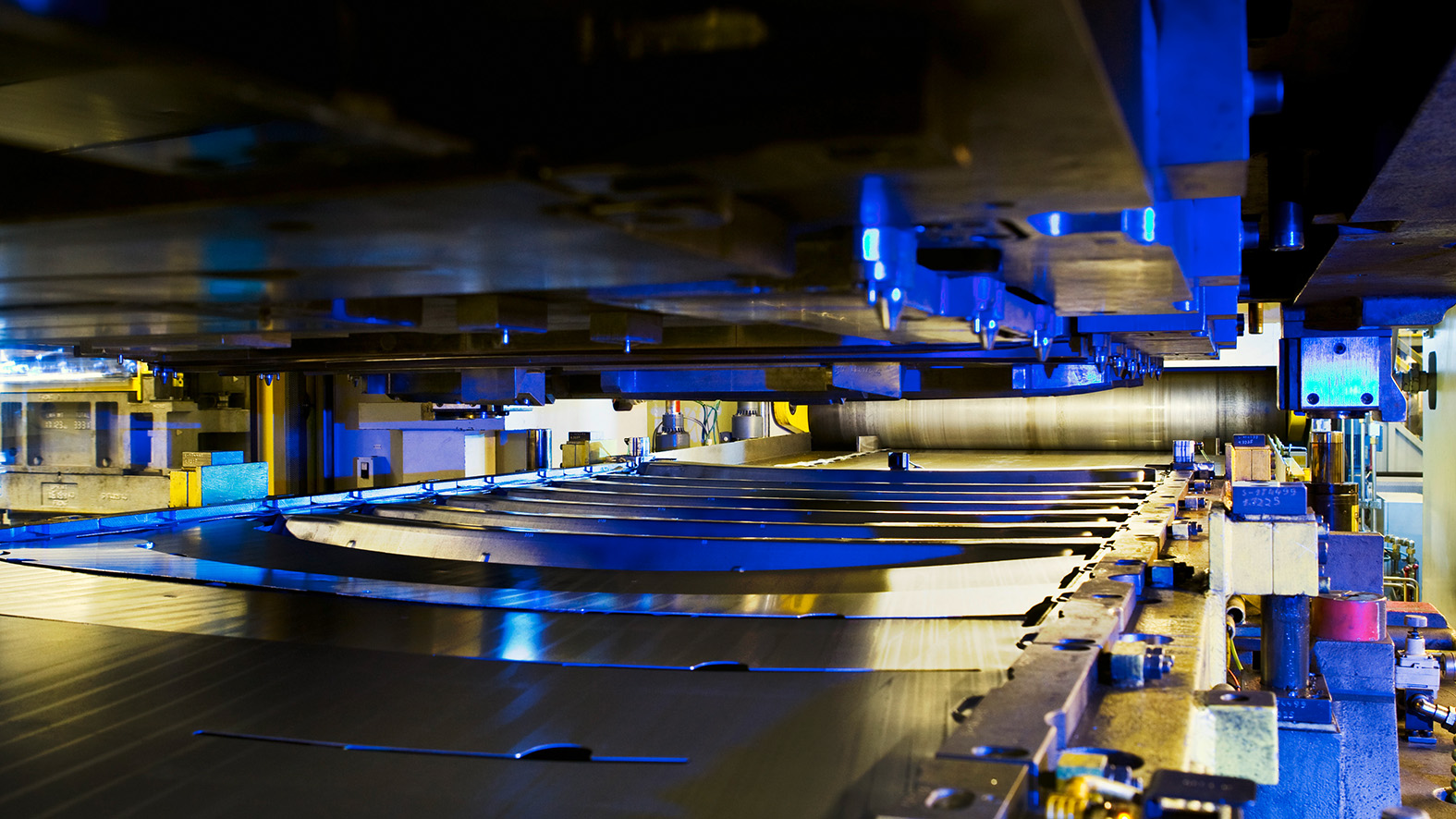
- Thanks to state-of-the-art transfer presses at the Rüsselsheim plant tools can be changed within a few minutes.
-
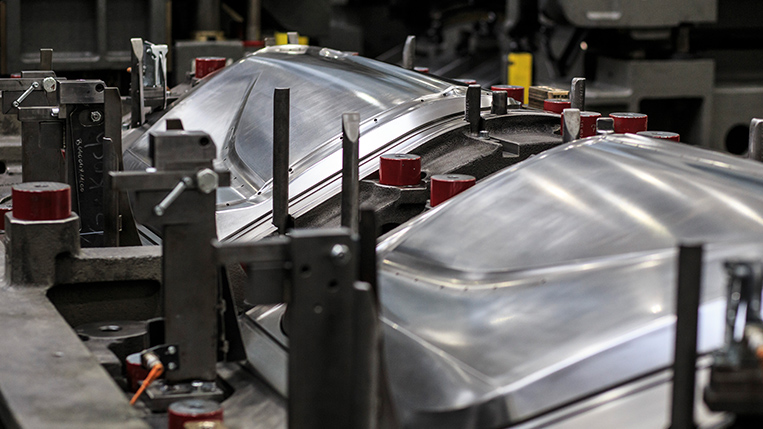
- Including the doors with their characteristic style.
2 Welding
More than 1,200 robots make 6,000 spot welds in a choreographed dance. 80 meters of bond seam are also needed to assemble the Insignia’s chassis from 600 individual components. Nearly 50 of them, including the aluminum hood, come from Kaiserslautern.
-
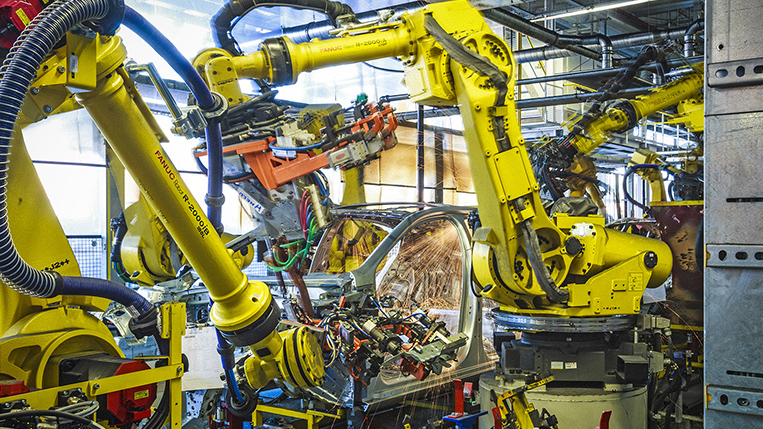
- In addition to welding, adhesives are used increasingly in the body shop. This enables different kinds of material, such as steel and aluminum, to be attached to each other.
-
- The new Insignia features more than 100 meters of adhesive seams, four times more than its predecessor, which makes the new body a highly stable and lightweight structure.
-

- The hood of the new Insignia is made of aluminum and is produced at the Kaiserslautern plant.
3 Shift by shift
A chassis passes through 47 stations until it has been coated with a total of 6.5 kilograms of primer and base and clear coating, allowing the body to shine in one of 15 available colors. The 20-meter long dip tank provides the chassis with ideal corrosion protection, yet it’s the most complicated work step. A curiosity in the plant: Emu feathers remove even the tiniest of dust particles along the 11-hour trip.
-

- High-tech machinery in the paint shop makes the body gleam in new colors.
-

- In the paint shop, before the car receives its top coat, all the seams of the body are sealed fully automatically.
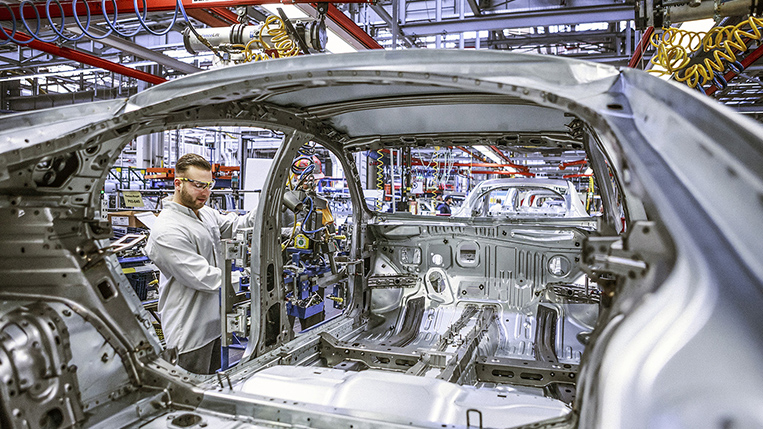
4 Well build
The employees spend five hours every shift in order to complete assembly of the vehicle, and their work steps are well-planned. Logistics makes sure that the right number of the 7,500 components that may be needed arrive at the right station at the right time. The greatest challenge comes when it is time to assemble the several kilometers of the main cable set.
-

- At the “wedding” in the Rüsselsheim plant, the new Insignia is married to its engine, transmission and chassis.
-
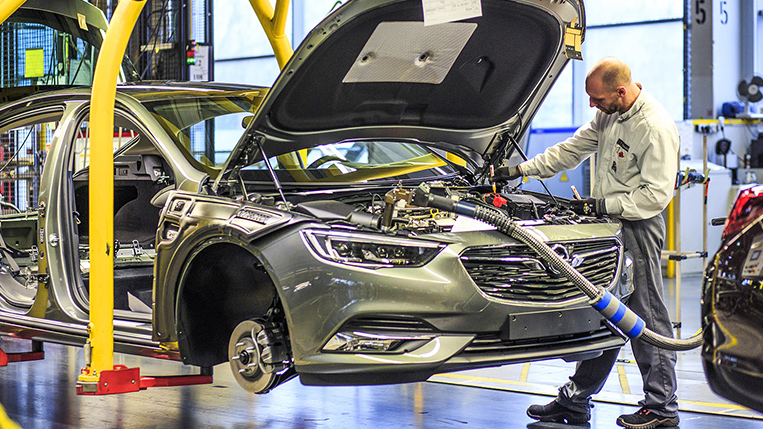
- The cars are filled with operating fluids at final assembly.
-

- Each cockpit is equipped according to the individual wishes of the customer.
January 2018