
-

- Moderne Zeiten: Die Motoren-Produktion im Werk Kaiserslautern heute.
STATION 1: BIS KEIN STÄUBCHEN STÖRT

Michael Müller überprüft, ob die Kurzmotoren leichtgängig laufen.
Läuft wie geschmiert? Bei der ersten Qualitätskontrolle werden die Kurzmotoren (noch ohne Zylinderkopf und Träger Nockenwelle) daraufhin überprüft, ob sie leichtgängig laufen. Entscheidend ist das Losbrech-Moment, das per Computer gemessen wird. „Dabei wirken sich schon kleinste Schmutzpartikel negativ aus“, sagt Teamleiter Michael Müller. Stellt sich ein Motor als fehlerhaft heraus, läuft er zur Reparaturstation, wird dort repariert und kann die Messstation nur „OK“ verlassen.
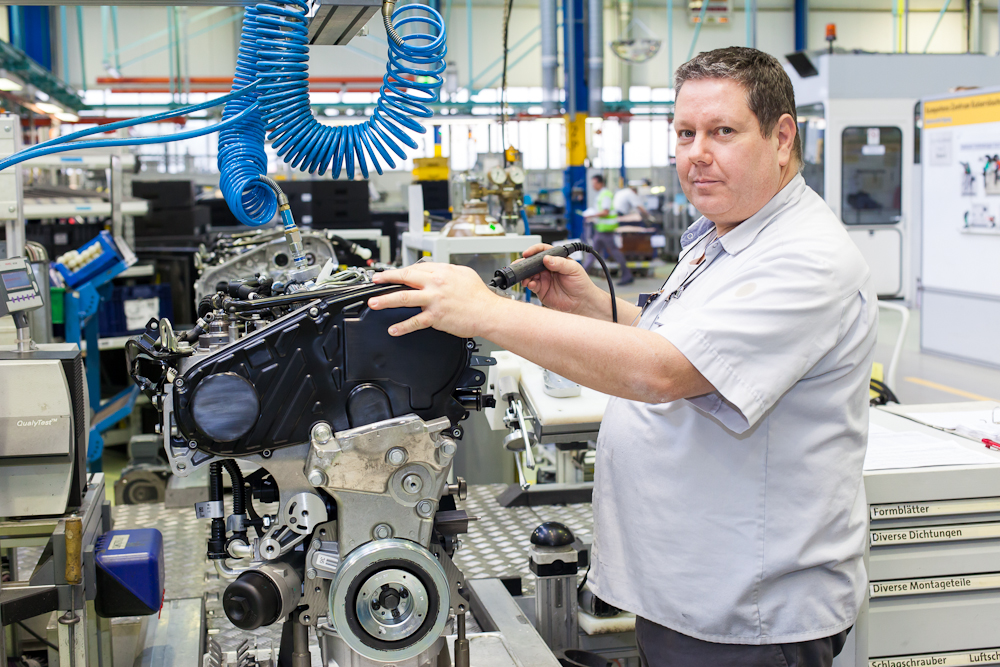
STATION 2: STEUERZEIT PERFEKT

Hans Vollmer bewerkstelligt das Zusammenspiel zwischen Nockenwelle, Kolben und Kurbelwelle.
Das Zusammenspiel zwischen Nockenwelle, Kolben und Kurbelwelle muss stimmen. Für eine korrekt eingestellte Steuerzeit sorgt Teamleiter Hans Vollmer. „Zur Montage des Zahnriemens muss ich den Motor auf „OT“ abstellen. OT steht für Oberer Totpunkt, das heißt, der erste Zylinder steht am höchsten Punkt. Die präzise Einstellung von Kurbel- und Nockenwelle ist für das Lauf- und Emissionsverhalten des Motors sehr wichtig. Andernfalls schlagen die Ventile auf den Kolben und beschädigen ihn.“
STATION 3: KONZENTRATION BEIM LECK-TEST
Rüdiger Wentzler sucht undichte Stellen.
Alles dicht? Hat ein automatischer Drucktest am Band ein Leck in Ölraum oder Wasserraum festgestellt, macht sich Rüdiger Wentzler wie ein Detektiv an die Arbeit. Um den Fehler zu finden, setzt er zum Beispiel eine Spezial-Sonde ein. Er sagt: „Um die undichte Stelle zu entdecken, befülle ich das Triebwerk mit Helium und fahre dann mit einer Sonde die Umrisse des Motors ab.“
STATION 4: VOLLE KONTROLLE BEIM MOTOR-EKG

Die Diagnostik ist die Aufgabe von Bernd Gras.
Beim Kalttest (der heißt so, weil der Motor nicht selbst läuft, sondern extern angetrieben wird) wird der Motor an viele Schläuche angeschlossen. Ähnlich wie bei einem EKG beim Arzt misst ein Computer verschiedene Faktoren wie die Dichtheit der Ventile, die Steuerzeit-Einstellung und die Motorsensoren. „Die Werte fügt der Computer zu einem Diagramm zusammen, das mir zeigt, ob ein Fehler vorliegt“, sagt Bernd Gras vom Reparatur-Team.
Seit 1980: Arbeiten im Sekunden-Takt
Mehr als 2000 Motoren liefen zu Beginn der Produktion täglich vom Band, gearbeitet wurde im Drei-Schicht-Betrieb mit einer Taktzeit von 30 Sekunden. Das war Anfang der 80er-Jahre, als die Motorenfertigung noch ganz jung und im K30 untergebracht war.

- Stefan Weißbrodt
Teamleiter Stefan Weißbrodt erinnert sich noch gut an diese Zeit. „Die Montagelinie war damals mit Buchten versehen, an denen ein Mitarbeiter den Motor zusammenbaute“, sagt er. Die ersten DI-Diesel liefen 1995/1996 im neuen Werk K 30 vom Band. Die entsprechenden Arbeitsplätze waren in Loops, Schleifen, organisiert. „Damals hatten wir 36 Roboter – alles war hochautomatisiert“, so der Maschinenschlosser. Heute stehen wieder mehr Menschen am Band, das macht die Fertigung flexibler. Die Motorenfertigung im K 1 und K 30 hat 310 Mitarbeiter, die im Zwei-Schicht-Betrieb im 60-Sekunden-Takt arbeiten.